
Savoir et comprendre
Résumé
Conception et fabrication des cuves
28/01/2013
Conception
Pour l’ensemble des situations de fonctionnement du réacteur, y compris les situations accidentelles, un dossier de justification du dimensionnement mécanique a été établi par le concepteur. Il permet de garantir la tenue mécanique de la cuve en toute situation en prenant en compte les coefficients de sûreté requis par la réglementation française. En particulier, le risque de rupture brutale est analysé. Le rayonnement neutronique du coeur induit en effet au cours de l’exploitation une baisse de ductilité de plus en plus importante d’une partie de l’acier des viroles de cuve. L’analyse de la résistance à la rupture brutale revêt donc une grande importance dans la démonstration de sûreté et peut faire apparaître un critère spécifique de fin de vie.
C’est pourquoi, dès l’origine, un programme de surveillance de l’irradiation (PSI) a été défini pour mesurer la fragilisation. Son but est de suivre, pendant la durée d’exploitation de chaque cuve, l’évolution des caractéristiques mécaniques afin de vérifier le bien-fondé des évaluations prévisionnelles, en particulier pour ce qui concerne :
- les marges au regard du risque de rupture brutale de la cuve,
- la température d’épreuve hydraulique.
Cette surveillance s’effectue au moyen d’éprouvettes représentatives de l’acier de la cuve et de ses soudures qui sont installées dans des capsules placées sur l’enveloppe de coeur. Ces éprouvettes subissent une irradiation supérieure à celle reçue par la cuve puisqu’elles sont plus proches du coeur. Au cours de l’exploitation du réacteur, des éprouvettes sont prélevées et testées mécaniquement. Ceci permet d’anticiper l’évolution des propriétés mécaniques de l’acier de la cuve qui sont utilisées pour la justification de l’aptitude en service.
Fabrication
Toutes les cuves des centrales françaises ont été fabriquées par FRAMATOME à partir de pièces forgées fournies presque exclusivement par CREUSOT-LOIRE. Toutes les viroles de cuves ont été fournies par CREUSOT-LOIRE.
A partir de lingots coulés en aciérie, les viroles de cuve sont obtenues par un processus complexe (voir figure c-dessous) comportant différentes opérations de forgeage :
- la découpe des extrémités du lingot pour éliminer les zones contenant des impuretés,
- le perçage du lingot (dans le cas du lingot plein),
- l’étirage sur mandrin,
- le bigornage.
Au cours de ces opérations, la plupart des impuretés et des ségrégations [1] majeures sont éliminées. Après ces opérations de transformation à chaud, les pièces forgées sont inspectées dans leur totalité par un procédé de contrôle par ultrasons afin d’y rechercher des défauts éventuels (criques, retassures, inclusions, fissures…). Ceci peut conduire au rebut de la pièce en cas de dépassement des critères. Ensuite, les différentes pièces sont assemblées par soudage. Les soudures sont également contrôlées dans leur intégralité avec deux procédés de contrôles différents (radiographie et ultrasons). Le revêtement interne en acier inoxydable est déposé par soudage en deux phases sur la paroi interne des différents tronçons constitutifs de la cuve.
Une fois la cuve assemblée, les opérations ultérieures sont principalement une épreuve hydraulique en usine, requise par la réglementation française, puis l’expédition sur site. Le suivi de fabrication est réalisé depuis l’origine par le bureau de contrôle des chaudières nucléaires du ministère chargé de l’industrie (BCCN) devenu la direction des équipements sous pression nucléaire de l’ASN.
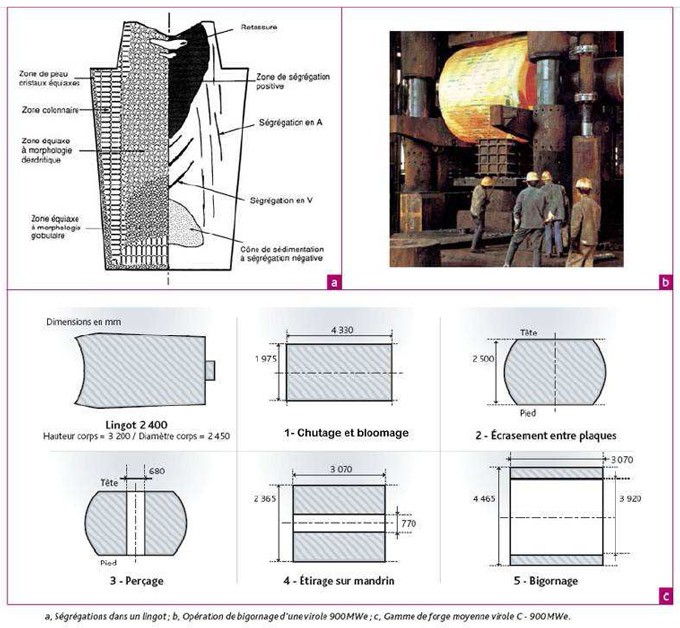
Figure 2 : gamme type de forgeage d'une virole 900 MWe à partir d'un lingot plein.
Défauts en fabrication dans les viroles des cuves françaises
Malgré une conception et une fabrication soignées, certains défauts ont pu néanmoins se produire en fabrication. Les principaux sont les défauts sous revêtement (DSR) et les défauts dus à l’hydrogène (DDH). Il existe aussi des défauts plus petits comme les décohésions intergranulaires dues au réchauffage (DIDR).
Les défauts sous revêtement (DSR) peuvent se produire lors du soudage du revêtement en acier inoxydable lorsque le conditionnement thermique appliqué n’est pas suffisant. Il s’agit de défauts plans perpendiculaires à la paroi interne de la cuve (voir page suivante), correspondant à une microfissuration de l’acier de la cuve. Ces défauts sont situés dans l’acier de la cuve juste sous le revêtement, principalement au niveau des tubulures. Seules certaines cuves bien identifiées sont affectées par ce type de défaut car, suite à leur découverte en 1979, le procédé de soudage a été amélioré ; plus aucun DSR n’a été observé sur les cuves fabriquées par la suite.
Concernant la zone de coeur, une trentaine de défauts de type DSR ont été répertoriés sur l’ensemble du parc, répartis sur huit cuves. La cuve du réacteur n° 1 de la centrale du Tricastin est la plus affectée avec une vingtaine de DSR et six cuves ne présentent qu’un seul DSR. Le plus grand défaut situé sur la cuve du réacteur du Tricastin mesure 11 mm, incertitude de mesure comprise. Ces défauts sont surveillés périodiquement en service par des contrôles spécifiques et aucune évolution n'a été constatée. Par ailleurs, leur absence de nocivité a fait l'objet d'analyses mécaniques de justification détaillées.
Note :
1- Hétérogénéités dans la concentration locale d’espèces chimiques.